
Operacja frezowania czołowego usuwa naddatek na danej płaszczyźnie poziomej za pomocą jednej z następujących strategii:
Jedno przejście, Jednokierunkowa, Zygzak, Zoptymalizowany zygzak, Spirala.
Geometria części jest ignorowana, uwzględniana jest tylko geometria przedmiotu obrabianego. Nie ma sprawdzania wyżłobień.
Kolbę można usunąć w wielu przejściach Z. Ostatnim poziomem obróbki jest domyślnie najwyższy poziom części, podczas gdy najwyższy poziom obróbki to najwyższy poziom przedmiotu obrabianego, ale można zmienić te wartości. Liczba przejść jest określana automatycznie na podstawie podanej wysokości czyszczenia i kroku głębokości. Możesz jednak jawnie określić liczbę przebiegów Z. W tym przypadku krok głębokości zostanie obliczony na podstawie liczby przejść i różnicy między górnym a końcowym poziomem obróbki.
 | Jedno przejście: Narzędzie wykonuje dokładnie jedno przejście w środku obrabianego przedmiotu. Przejście robocze zaczyna się i kończy poza granicą obrabianego przedmiotu. Zastosuj tę strategię, gdy średnica narzędzia jest większa niż szerokość przedmiotu obrabianego. |
 | Jednokierunkowo: Narzędzie porusza się równoległymi przejściami zawsze w jednym kierunku w zależności od typu frezowania (wznoszenie / konwencjonalne). Przejście robocze zaczyna się i kończy poza granicą obrabianego przedmiotu. Ruchy łącza są wykonywane na bezpiecznej płaszczyźnie. Dzięki tej strategii można osiągnąć najlepsze możliwe wykończenie powierzchni. |
 | Zigzak: Narzędzie porusza się po trajektorii zygzakowatej. Praca zaczyna się i kończy poza materiałem przedmiotu obrabianego. Ruchy łącza są również wykonywane poza materiałem. Dla ruchów łącza można zastosować inną prędkość posuwu. Strategia jest optymalna do wykańczania frezowania czołowego. |
 | Zoptymalizowany zigzak: Narzędzie porusza się po trajektorii zygzakowatej. Ruchy łącznika między zygzakowatymi i zagiętymi przejściami są również wykonywane w materiale na zasilaniu roboczym, aby skrócić czas obróbki. Strategia jest dobra do obróbki zgrubnej i półwykańczającej. |
 | Spiralnie: Narzędzie wtacza się w obrabiany przedmiot za pomocą tak zwanej techniki wtaczania, a następnie przesuwa się wzdłuż granicy nieskoszonego materiału, usuwając go jak okrągła kosiarka. Maksymalna dopuszczalna szerokość skrawania i kąt nachylenia narzędzia nigdy nie są przekraczane. Strategia jest bardzo dobra do usuwania dużych ilości materiału w krótkim czasie. Frezowanie 3D |
Operacja zgrubnego stałego Z służy do wstępnej obróbki zgrubnej o złożonym kształcie, które różnią się znacznie od przedmiotu docelowego.

Model obrabiany jest przypisywany przez zestaw brył, powierzchni i obiektów siatkowych. Dla każdego obiektu geometrycznego lub grupy obiektów można zdefiniować dodatkowy półfabrykat, który podczas obróbki zostanie dodany do głównego półfabrykatu operacji.

Przedmiot obrabiany może być przyporządkowany jako sześcian, walec, forma w formie surowej lub pryzmatycznej, jako pozostałość materiału po obróbce wcześniejszymi operacjami, a także jako model geometryczny o dowolnej formie, składający się z brył, powierzchni, siatek i graniastosłupów są rzutami zamkniętych krzywych. W modelu ograniczającym można zdefiniować bryły, powierzchnie i siatki, które muszą być kontrolowane podczas obróbki, a także obszary obróbki i obszary ograniczone, zdefiniowane przez rzuty zamkniętych krzywych.

Operacja polega na usunięciu całego materiału przedmiotu obrabianego, który znajduje się poza obrabianym modelem i poza modelem ograniczającym. Materiał jest usuwany za pomocą poziomych przejść narzędzia warstwa po warstwie. Etap (lub głębokość warstwy są usuwane) mogą być stałe lub oblicza się według określonej wysokości. W zależności od wybranej strategii, materiał każdej warstwy można usunąć za pomocą przejść spiralnych skierowanych do środka lub od środka oraz za pomocą przejść równoległych.

Wyniki obróbki zgrubnego wierszowania są zwykle bliższe modelowi źródłowemu w porównaniu ze strategią stałego Z wykorzystującą podobne parametry. Ta operacja jest używana do obróbki modeli różniących się znacznie od zdefiniowanego modelu przedmiotu przed obróbką zgrubną oraz do frezowania miękkich materiałów.

Operacja polega na usunięciu całego materiału przedmiotu obrabianego, który znajduje się poza obrabianym modelem i poza modelem ograniczającym. Przebiegi robocze operacji leżą w równoległych płaszczyznach pionowych. Położenia płaszczyzn są określone przez kąt między tymi płaszczyznami i osi. Krok pomiędzy płaszczyznami sąsiednich przebiegów roboczych mogą być stałe lub oblicza się według określonej wysokości.
Aby ograniczyć nacisk na narzędzie, można zdefiniować głębokość usuwanego materiału. Jeśli głębokość materiału usuwanego z przedmiotu obrabianego przekracza zdefiniowaną głębokość, wówczas materiał zostanie usunięty w kilku przejściach.

Jeśli podczas obróbki narzędzie nie może obrabiać żadnego materiału, który jest powyżej określonego przez użytkownika kąta, wówczas można ograniczyć ruch narzędzia w dół. Dostępne rodzaje ograniczeń to: obróbka tylko w górę z maksymalnym kątem cięcia bez frezowania resztek obszarów zacienionych, z maksymalnym kątem cięcia z frezowaniem resztek obszarów zacienionych i bez sterowania ruchem w dół.

Przejścia między przejściami roboczymi można wykonać na najkrótszym dystansie, z dodatkowymi ruchami zbliżania i cofania lub przez bezpieczną płaszczyznę. Jeśli wykonywane jest usuwanie materiału, dzieli się je na głębokości, a następnie system najpierw usuwa cały materiał na pierwszej głębokości, zanim rozpocznie się na kolejnej.

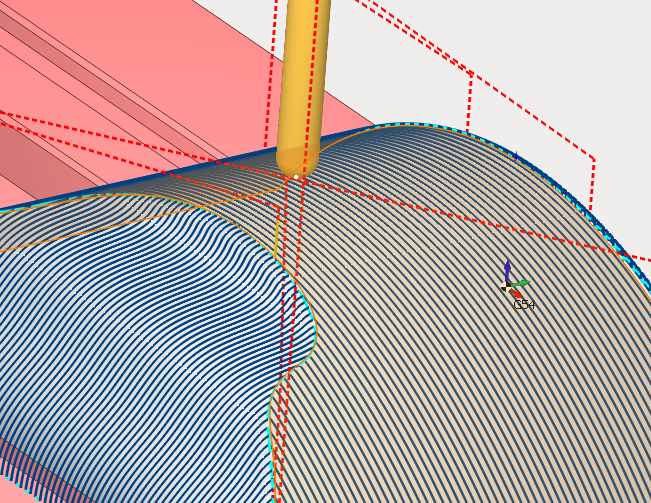
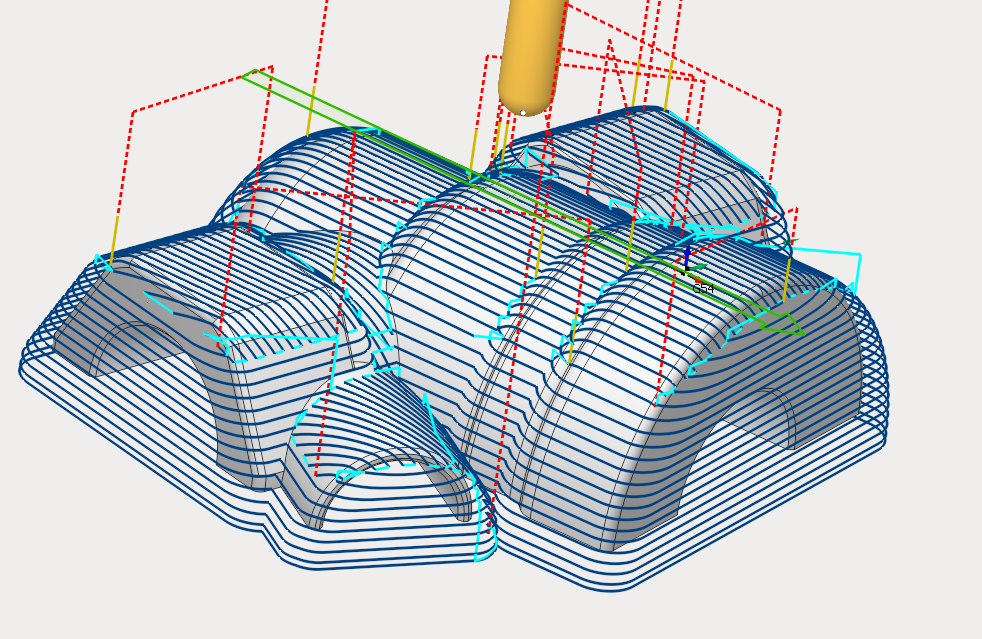
Operacja wykańczające stałe Z daje dobre wyniki podczas obróbki modeli lub ich części, których główne obszary powierzchni są zbliżone do pionu.
Jeśli przedmiot obrabiany i model ograniczający nie są zdefiniowane, to system wykonuje obróbkę całej dostępnej powierzchni obrabianego modelu. W przeciwnym razie obrabiane będą tylko te obszary powierzchni, które znajdują się w obrabianym przedmiocie i poza ograniczającym modelem.
Obróbka powierzchni modelu odbywa się za pomocą przejść poziomych. Odstęp między przejściami sąsiednich ścieżek narzędzia może być ustalony lub obliczony zgodnie z określoną wysokością wycięcia.
Obszary obrabianej powierzchni modelu można ograniczyć w zależności od kąta nachylenia normalnej do osi Z. Jeśli na przykład użytkownik potrzebuje obrobić strome obszary o kącie nachylenia normalnej do osi Z większym niż 45 stopni, wówczas zaleca się ustawienie wartości minimalnego i maksymalnego kąta nachylenia odpowiednio na 45 i 90 stopni.
Możliwe jest również ograniczenie obróbki obszarów modelu ograniczającego i obszarów zaokrągleń krawędzi z wynikowej ścieżki narzędzia.
Łączenie przejść pracy w jedną ścieżkę narzędzia może być wykonywane w dół lub w górę. Przejścia między sąsiednimi przejściami roboczymi można wykonać na powierzchni, używając ruchów wycofywania i zbliżania lub przez bezpieczną płaszczyznę.
Operacja wykańczającego wierszowania przeznaczona jest głównie do obróbki gładkich obszarów powierzchni modelu, a także obszarów zbliżonych do pionowych, których trajektorie przebiegają wzdłuż ścieżki narzędzia. W celu dalszej obróbki innych obszarów lepiej jest zastosować np. Zgrubny stały Z lub inną operację, która pozwoli na stworzenie ścieżki prostopadłej do ścieżki z pierwszej operacji.
Operacja umożliwia nam dostosowanie kąta rzutowania ścieżki na nasz model czy też obszar obrabiany, w zależności od jego geometrii:
Operacja przeznaczona jest do obróbki wzdłuż poziomych konturów lub rzutów krzywych na płaszczyźnie poziomej, cylindrze lub figurze obrotowej. Możliwa jest również obróbka z interpolacją. Za pomocą opcji „Rzutuj na część” można uzyskać złożoną, pięcioosiową ścieżkę narzędzia, gdy zmienia się orientacja narzędzia. Operacja w połączeniu z parametrem „ Punkt styku narzędzia ” pozwala na łatwą obróbkę faz na częściach.
Lista procesów operacji może składać się z kilku konturów i rzutów krzywych. Każdy obiekt może mieć swoją własną metodę obróbki: albo środek narzędzia przechodzi wzdłuż konturu, albo przez dotknięcie go lewą lub prawą stroną narzędzia . Jeżeli kontur jest obrabiany z prawej lub lewej strony, to można dla niego zdefiniować dodatkowy naddatek. Jeśli środek ścieżki podąża za konturem, to wartość naddatku zostanie zignorowana, ponieważ nie można dokładnie określić, po której stronie należy odłożyć dodatkowy naddatek.
Konturowanie 2.5D działa na podobnej zasadzie jak Konturowanie 2D. Pracujemy na krzywych.
Główną różnicą między tymi dwoma operacjami jest możliwość zmiany poziomów obróbczych w konturowaniu 2.5D dla każdego konturu osobno.
Pozwala nam to zapobiegać tworzenia nowej operacji dla każdego konturu, który znajdowałby się na innych poziomach obróbczych.
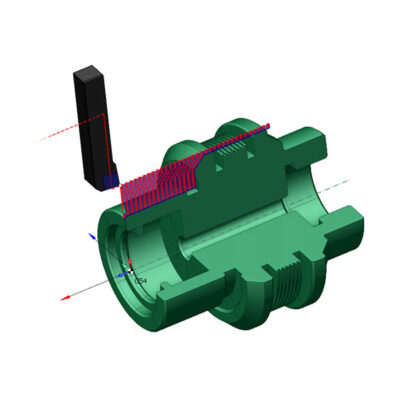
Operacja do obróbki modelu z poziomymi płaszczyznami. Obróbka składa się z szeregu poziomych przejść narzędzia na różnych poziomach.
Wszystkie segmenty poziome zostaną automatycznie rozpoznane podczas dodawania elementów do modelu do obróbki. Na podglądzie modelu te segmenty są rysowane innym kolorem dla większej przejrzystości. Sprawdzane są wszystkie inne powierzchnie modelu obróbki, a także model ograniczony.
Zastosowanie przejścia wykańczającego (pionowego i poziomego) pozwala uzyskać lepszą jakość powierzchni części ze względu na niewielki wcześniej pozostawiony zapas wykończeniowy.
Usuwanie materiału można realizować za pomocą strategii szybkościowych.
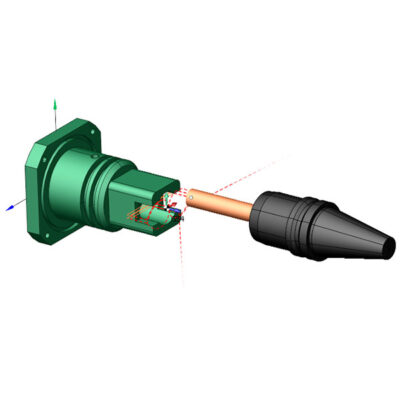
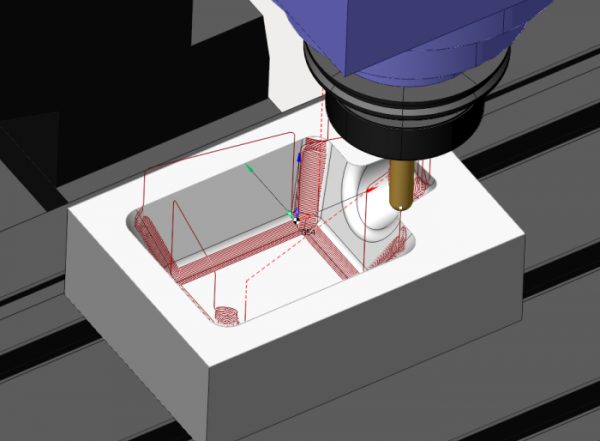
Operacja konturowania 3D, przeznaczona jest do wykonywania obróbki wzdłuż dowolnych krzywych przestrzennych.

Generuje serię ruchów narzędzia wzdłuż krzywych swobodnej formy. Widok ścieżki narzędzia w płaszczyźnie jest zbliżony do konturu 2D – ruchy narzędzia są konstruowane przy pomocy środka narzędzia lub krawędzi przechodzącej wzdłuż konturu. Współrzędna Z w każdym punkcie ścieżki narzędzia jest obliczana jako przemieszczenie na podstawie współrzędnej Z odpowiedniego punktu na krzywej. Operacja ta może być wykorzystana do obróbki krawędzi części matrycy lub do tworzenia skomplikowanych kształtów rowka itp. Frezowanie 3D
Operacja fazowania świetnie nadaje się dla osób, które dużo gratują.
Jest operacją która pozwoli nam wskazać ostrą krawędź, zaokrąglenie lub fazowanie na powierzchni modelu 3D lub sama automatycznie wykryje na modelu wszystkie elementy, które może obrobić wygeneruje ścieżkę narzędzia bez podcięć. Frezowanie 3D
W przypadku obróbki frezem kulistym, system automatycznie ustawi punkt kontaktowy narzędzia – jest to idealne rozwiązanie do gratowania małych fazek.
Dodatkowo użycie freza kulistego umożliwia obrókę nie tylko płaskich fazek, ale także fazowań 3D.
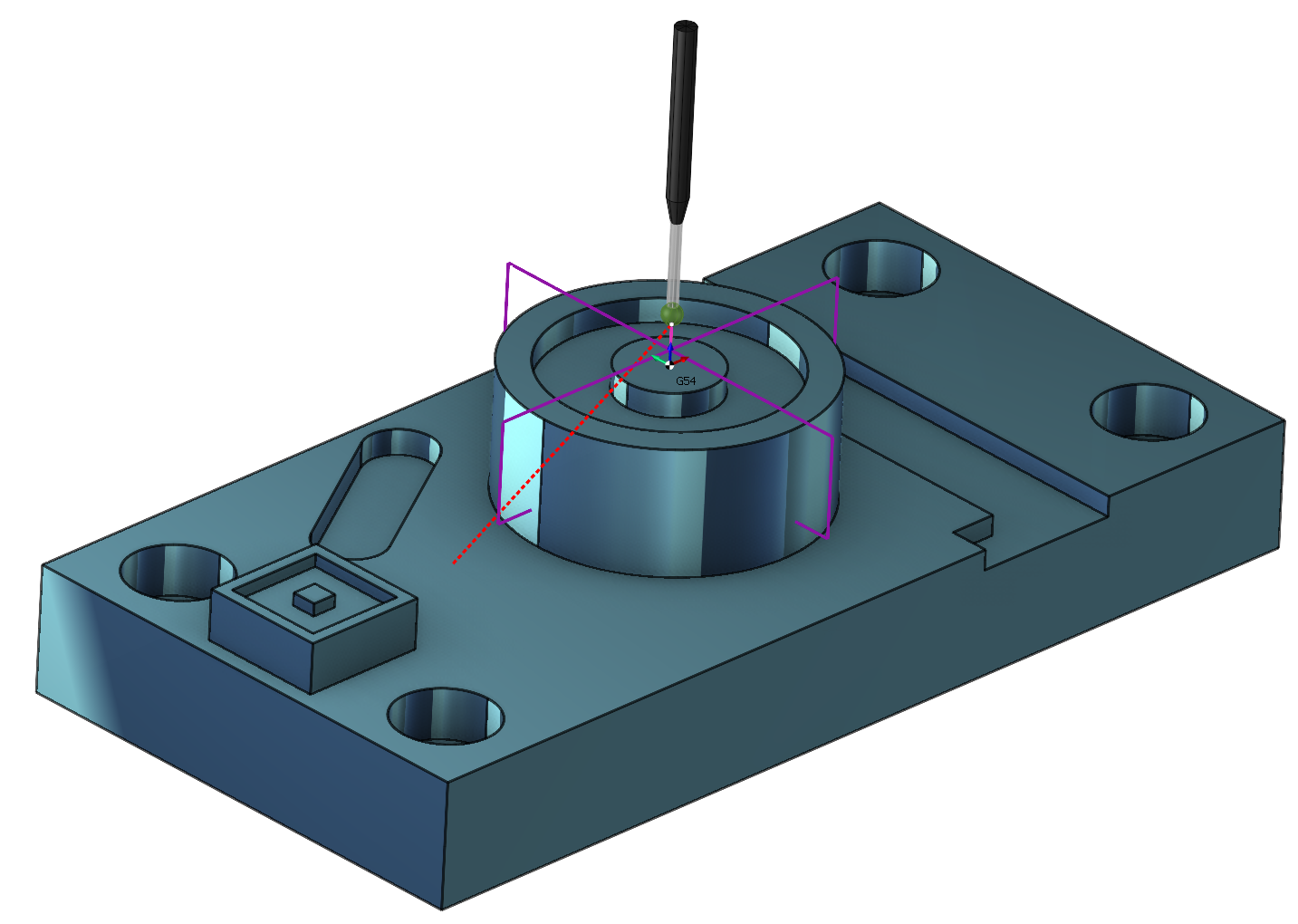
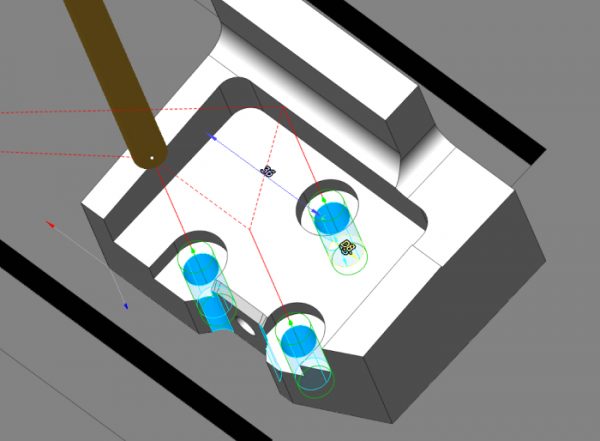
Operacja wiercenia w SprutCAM ma wiele możliwości.
Możemy korzystać z wielu “strategii” od standardowego wiercenia, przez wiercenie głębokie, rozwiercanie czy też gwintowanie.

Definiowanie obrabianych elementów jest bardzo proste, wystarczy, że zaznaczymy podwójnym kliknięciem dany otwór, a system automatycznie wykryje i zaznaczy wszystkie identyczne elementy. Dzięki temu, unikniemy elementu szukania takich samych otworów.
Mamy również opcję rozpoznawania otworów. Możemy korzystać tam z funkcji filtrowania po średnicy czy też typie otworu.

Chcesz zrobić otwór, ale nie ma go na modelu 3D? Żaden problem, SprutCAM da ci możliwość stworzenia nowego otworu. Wystarczy wskazać współrzędne dla otworu oraz jego parametry.

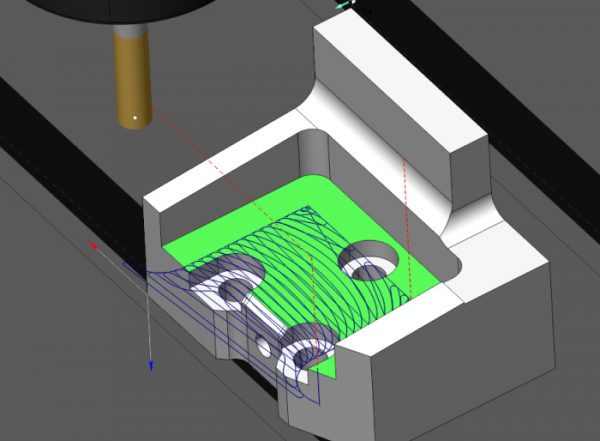
Operacja kieszeniowania do obróbki 2 / 2.5D dla kieszeni i wysp, a także do wstępnego usuwania materiału przed operacją grawerowania.
Podobnie jak w przypadku grawerowania, obrabiany model jest tworzony z rzutów krzywych na płaszczyznę poziomą (XY).
Każda krzywa może określać wycięcie, rower, odwrotną krzywiznę o danej grubości, zamknięte krzywe można również dodać jak występy, wgłębienia lub obszary odwrócone. Frezowanie 3D
Naddatek, który zostanie, można przypisać osobno do każdej krzywej lub grupy krzywych. Boczne krawędzie nie zawsze są pionowe; kąt jego nachylenia jest określony wartością kąta bocznego. Pozwala to nam na używanie operacji kieszeniowania do usuwania zgrubnego materiału przed operacją grawerowania.
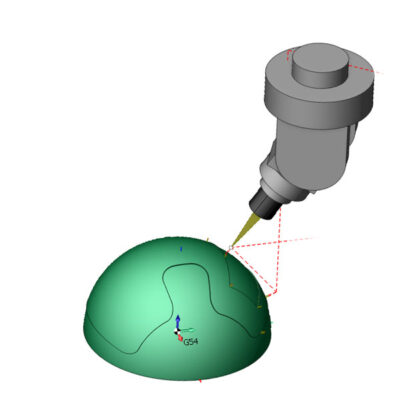
Operacja przeznaczona do grawerowania rysunków i napisów na płaskich powierzchniach, a także do wykończenia wzdłuż ścian bocznych kieszeni i konturów przy użyciu obróbki 2/2.5D
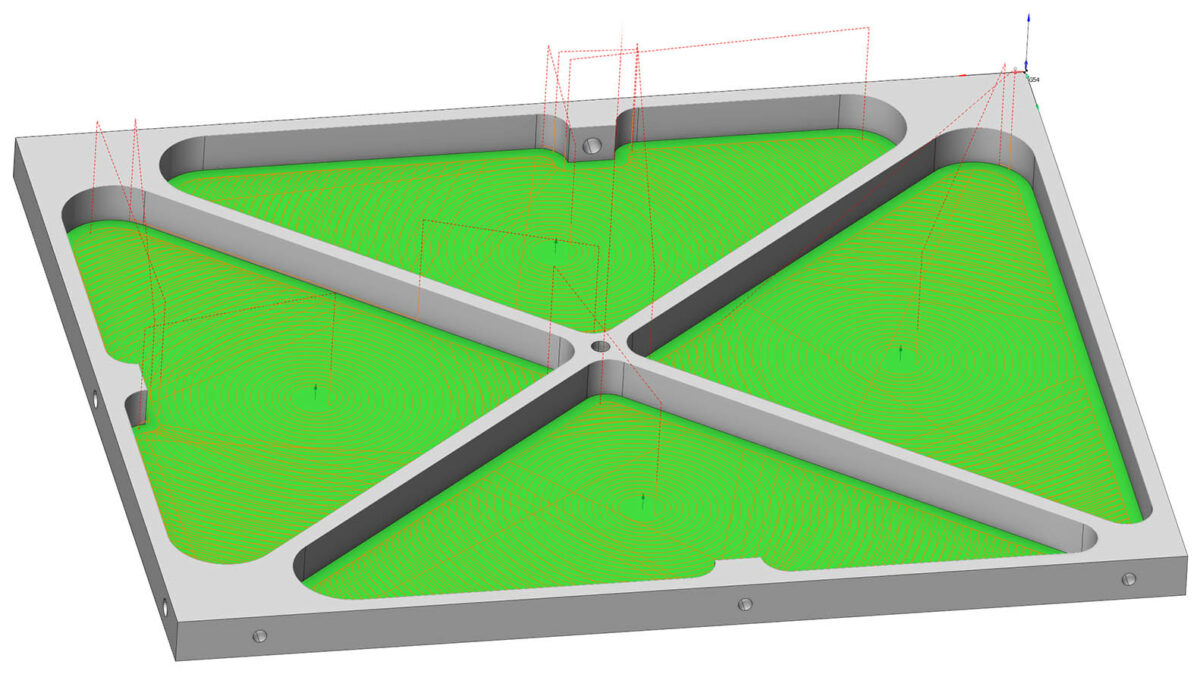
Zoptymalizowana ścieżka narzędzia płaszczyzny składa się z dwóch przejść wierszowania wykańczającego leżących we wzajemnie prostopadłych płaszczyznach. Każde przejście obrabia tylko te obszary, w których przedni kąt nachylenia powierzchni mierzony względem kierunku cięcia wynosi 45 stopni lub mniej. Gwarantuje to, że żadna powierzchnia nie jest obrabiana dwukrotnie. Dzięki temu uzyskuje się stałą wysokość wycięcia w całej części. To sprawia, że zoptymalizowany samolot jest dobrym wyborem do wysokiej jakości obróbki wykańczającej złożonych części.
Ścieżki rzutują się pod odpowiednim kątem automatycznie, jednak mamy możliwość ręcznego ich ustawiania.
Domyślny zestaw parametrów dla zoptymalizowanej operacji płaszczyzny jest identyczny jak dla operacji wierszowania .
Jeżeli przedmiot obrabiany i model ograniczający nie są zdefiniowane, to system wykonuje obróbkę całej dostępnej powierzchni obrabianego modelu. W przeciwnym razie obrabiane będą tylko te obszary powierzchni, które znajdują się wewnątrz przedmiotu obrabianego i poza ograniczającym modelem.
Złożona operacja składa się z dwóch ścieżek narzędzi: wierszowania i stały Z . Ścieżka wierszowania obrabia tylko obszary z kątem nachylenia mniejszym niż kąt nachylenia podziału, podczas gdy ścieżka stałego Z obrabia obszary, w których kąt nachylenia powierzchni jest większy niż kąt nachylenia podziału . Domyślnie kąt nachylenia podziału jest ustawiony na 45 stopni. Ta strategia zapewnia, że płytkie obszary są obrabiane za pomocą płaskiej ścieżki narzędzia, a strome obszary są obrabiane za pomocą wierszowania. Zaletami takiego podejścia są optymalne warunki skrawania, jednolita wysokość ząbków i skrócony czas obróbki.
Jeżeli przedmiot obrabiany i model ograniczający nie są zdefiniowane (jak w tym przykładzie), to system wykonuje obróbkę całej dostępnej powierzchni obrabianego modelu. W przeciwnym razie obrabiane będą tylko te obszary powierzchni, które znajdują się wewnątrz przedmiotu obrabianego i poza ograniczającym modelem.


Ewentualnie mamy możliwość zadeklarowania obrabianych powierzchni jak w przykładzie powyżej.
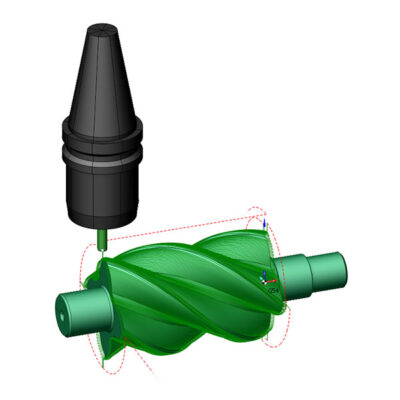
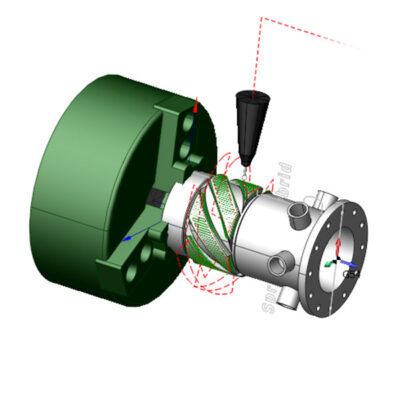
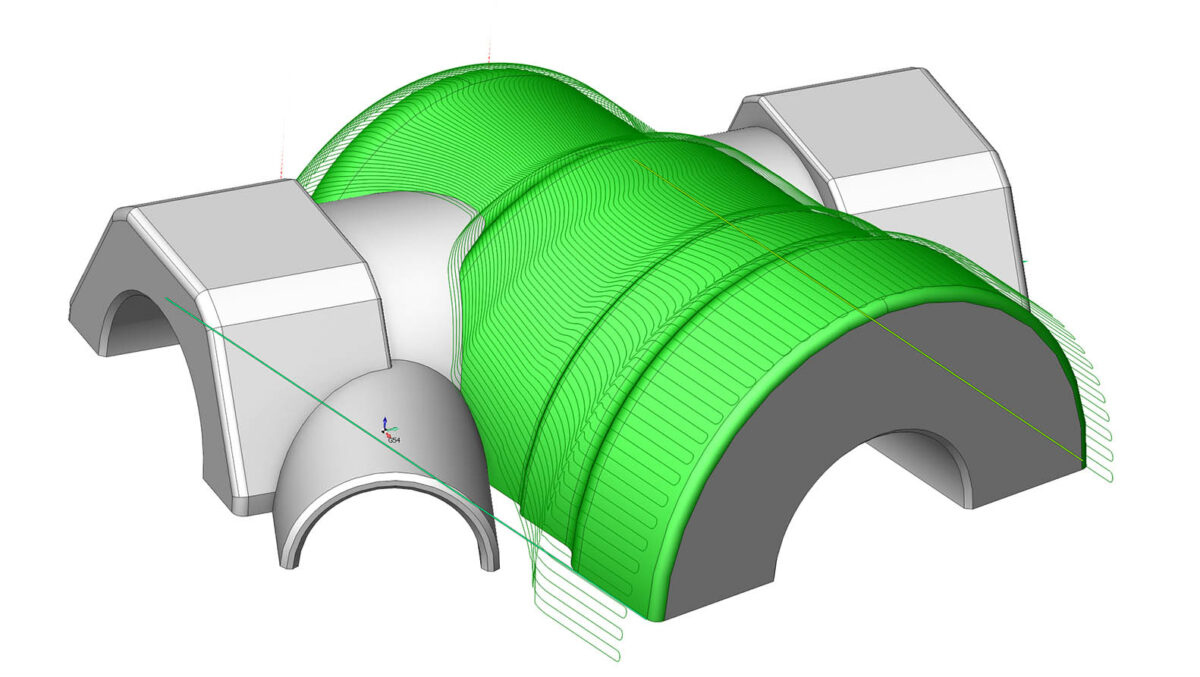
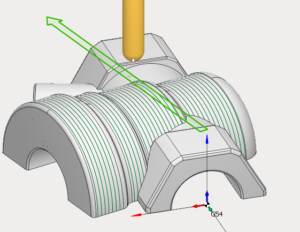
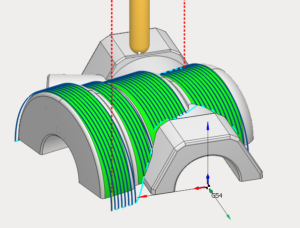
Obróbka helikalna jest przydatna przy obróbce elementów cylindrycznych bez podcięć. Operacja ta może wygenerować jednoprzebiegową spiralną ścieżkę dla całego modelu. Jeśli istnieją obszary modelowe, które nie mogą być przetwarzane bez przejścia, zostaną one przetworzone po przetworzeniu bieżącego przejścia. Operacja ta nie kontroluje wysokości przegubu i nie zapewnia równomiernej zmiany wysokości.

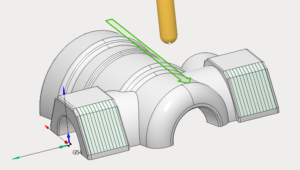
Operacja morficzna generuje ścieżkę narzędzia, która płynnie pomiędzy dwoma określonymi krzywymi. Dostępne strategie to: Wzdłuż, W poprzek i Spirala. Ścieżka narzędzia pozwala pracować od 3 do 5 osi przy następujących trybach ścieżki narzędzia: 3D, 5D, Do osi obrotowej, Normalnie do powierzchni 5D.

Możliwość określania styczności narzędzia: Kontakt, Centrum, Zewnątrz, Wewnątrz
Korzyści: Wiele operacji związanych z obróbką: ściernic turbinowych, łopatek turbinowych, śrub, jak również złożonych kanałów itp. Szybkie łącza
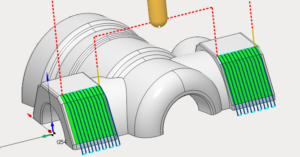
Operacja pracuje pomiędzy dwoma krzywymi, które wskazujemy:

Deklarująco od razu powierzchnie obrabiane, które znajdują się pomiędzy tymi krzywymi.

Operacja wykańczająca pozwalająca na pracę od 3 do 5 osi.

Mocno rozbudowana operacja pozwalająca nam wykorzystać takie strategie jak: – Równolegle do poziomego planu – Równolegle do pionowego planu – Równolegle do planu 3D – Równolegle do krzywej – Prostopadle do krzywej – Morficznie pomiędzy dwoma krzywymi – Morficznie pomiędzy dwoma powierzchniami – Wokół osi obrotowej
Istotnym aspektem jest możliwość deklarowania orientacji naszego narzędzia. Do wyboru mamy:
– Stały – Normalnie do powierzchni – Bokiem – Do osi narzędzia – Przez punkt – Przez krzywą – Prostopadle do ścieżki narzędzia
Porównanie ścieżki narzędzia w zależności od rzutowania na podstawie środka oraz punktu styku narzędzia:
1. Na podstawie punktu styku narzędzia: W tym trybie przejścia robocze są generowane poprzez obliczenie krzywych na powierzchniach obróbki jako pierwszy krok, a następnie pozycjonowanie i zorientowanie narzędzia względem obliczonych krzywych w taki sposób, aby punkt styku narzędzia z powierzchnią obróbki pozostaje taki sam . Jest to pożądane na przykład podczas obróbki gładkich powierzchni lub frezowania powierzchni bocznych. | 2. Środek narzędzia: W tym trybie przejścia robocze są generowane w taki sposób, że najpierw powierzchnie obróbkowe są przesuwane albo przez sam kształt narzędzia dla obróbki 3-osiowej, albo przez promień narzędzia wzdłuż powierzchni normalnej dla obróbki 5-osiowej i dopiero potem przekroje obliczane są odsunięte powierzchnie. Na przykład w przypadku strategii Równolegle do płaszczyzny oznacza to, że wszystkie generowane przejścia robocze leżą na równoległych płaszczyznach. Kolejną zaletą tego trybu jest to, że uwzględniane są nie tylko same powierzchnie, ale także krawędzie między powierzchniami obróbki. |


Operacja ołówkowa jest operacją która generuje ścieżkę wzdłuż wewnętrznych narożników części.
Strategie dostępne dla tej operacji to:
Jedno przejście – czyli generowane jest jedno przejście wzdłuż każdego wewnętrznego narożnika
 Przejścia równoległe – generuje wiele przejść wzdłuż krzywych wewnętrznych. Możemy ustawić liczbę oraz odstępy pomiędzy przejazdami.
Przejścia równoległe – generuje wiele przejść wzdłuż krzywych wewnętrznych. Możemy ustawić liczbę oraz odstępy pomiędzy przejazdami.
Ścieżka może być rozdzielana na obszary, tak aby płynnie połączone obszary były obrabiane oddzielnie od siebie. Kąty połączenia definiuje kąt pomiędzy przejściami, który jest uważany za płynne połączenie.

Obrabiane powierzchnie:
Przejścia są generowane tylko w miejscach, w których narzędzie styka się z powierzchniami obróbki. Jeśli brakuje powierzchni obróbki, to ścieżka narzędzia zostaje wygenerowana w stosunku do całego przedmiotu.
Obróbka nachylenia:
Parametr Obróbka zboczy pozwala na obróbkę tylko powierzchni stromych lub tylko płytkich. Za pomocą parametru stromego/płytkiego kąta podziału ustawić kąt nachylenia, który oddziela obszar stromego od płytkiego.

Czyszczenie narożników
Operacja przyjmuje średnicę poprzedniego narzędzia jako parametr i generuje przejścia, w których poprzednie narzędzie pozostawiłoby nieobrobiony materiał.
Poprzednia średnica narzędzia

Średnica młyna sferycznego, który jest używany do obliczania materiału spoczynkowego.
Głębokość cięcia

Maksymalna głębokość cięcia dla cięcia
Dostępne strategie:
Wzdłuż

Przepustki są generowane wzdłuż narożników.
W poprzek

Przepustki są generowane w zakrętach
Kombinacja

Dla obszarów płytkich – wzdłuż przełęczy są generowane, dla obszarów stromych – generowane są przejścia w poprzek.
Strefa pracy
Obróbka powierzchni
Przejścia są generowane tylko w miejscach, w których narzędzie styka się z powierzchniami obróbkowymi. Jeśli brakuje powierzchni obróbkowych, ścieżka narzędzia jest generowana dla całej części.
Dolny poziom
Dolny poziom można ustawić dla przepustek